Moderne neue Energiefahrzeuge arbeiten allmählich hart im Designprozess, dessen Autohornnetz eines von ihnen ist, das traditionelle Metallauto -Hornnetz hat eine harte Anforderungen an das Aussehen, und die Netzanforderungen sind nicht zu streng, sodass das verarbeitete Netz relativ groß ist. Der Abstand ist breit, dieser Prozess hat eine geringe Verarbeitungskosten, die einfache Personalanordnung, der Nachteil, der Mesh, das Mesh nicht, ein Burr, das Mesh, das Mesh, das Mesh ist, ist nicht burr. Durch die hohen Schimmelpilze warten viele Verarbeitungshersteller darauf, dass das Pflaumen ihren Durst stillt.
DerRadierungsprozessÜbernimmt die Methode der chemischen Ätzflüssigkeitsverarbeitung, die die Vorteile von Stempel und Laser kombinieren und das ultradünne Material mit gleichmäßigem Maschen, ohne Burrs, keine Locken und vertikale Lochwand verarbeiten kann. Die komplexe Form der Produkte des Autokornnetzes kann auch ohne zusätzliche Kosten geätzt werden, glatt und gleichmäßig ohne Grat, und die Flachheit wird unter 0,02 gehalten.
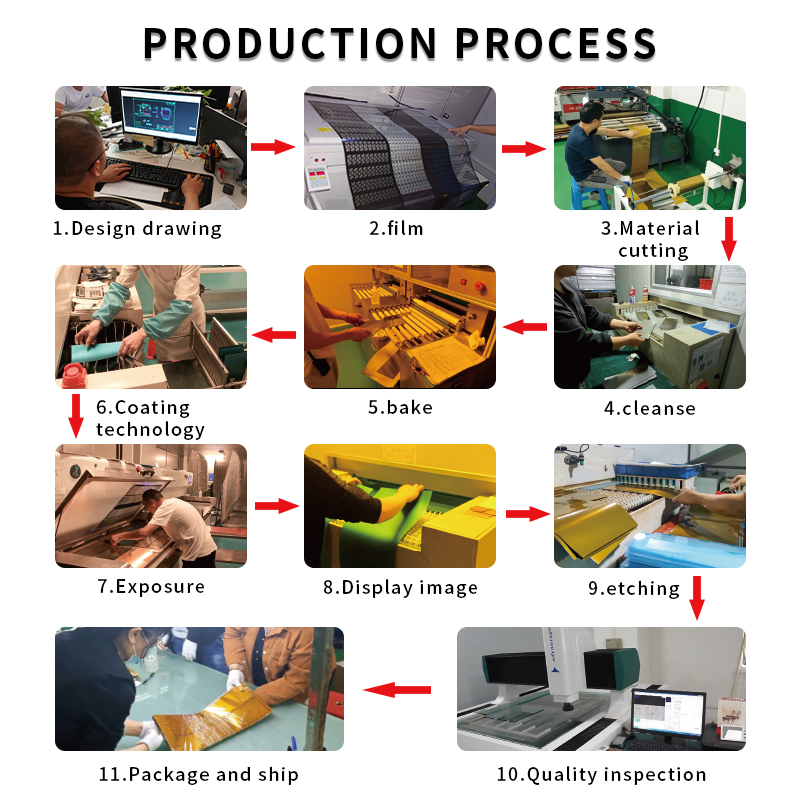
Der erste Schritt zur Bestimmung des Materials, Edelstahl, ist aufgrund seiner guten Korrosionsbeständigkeit und -festigkeit eines der häufig verwendeten Materialien, die für die Herstellung von Autohornnetzabdeckungen geeignet sind. Bei der Herstellung einer Autohornnetzabdeckung muss das Metallsubstrat zuerst gründlich gereinigt werden, um das Öl und die Verunreinigungen auf der Oberfläche zu entfernen und die Qualität des nachfolgenden Prozesses sicherzustellen. Der nächste Schritt besteht darin, die photosensitive Tinte aufzutragen, nachdem das Substrat gereinigt wurde, und eine Schicht photosensitiver Tinte muss gleichmäßig auf die Metalloberfläche aufgetragen werden, die während des Expositionsprozesses zur Bildung einer Schutzschicht härten. Der nächste Schritt ist die Belichtung, bei der der entworfene Film auf beiden Seiten des mit Photosensitivtinten beschichteten Metalls platziert und durch ultraviolettes Licht ausgesetzt ist, so dass das Muster des Films auf die Metalloberfläche übertragen wird. Nach der Exposition wird die Metallplatte entwickelt und die unverrückte photosensitive Tinte entfernt, wodurch das zugrunde liegende Metallteil freigelegt und auf das Ätzen vorbereitet wird.
Als nächstes kommt die chemische Korrosion, bei der eine spezifische chemische Ätzlösung verwendet wird, um den exponierten Teil des Metalls zu ätzeln, um das gewünschte Netzmuster zu bilden. Dieser Prozess erreicht eine hohe Präzision und vermeidet die Nachteile von Laser oder Stempeln. Es wird normalerweise mit professionellen Ätzgeräten abgeschlossen, und der gesamte Proof -Prozesszyklus beträgt ca. 5 bis 7 Tage. Der letzte Prozess des Schleifens und Sprühens: Nach Abschluss der Fertigstellung vonRadierungEs ist notwendig, die Netzabdeckung zu polieren, um die Grat zu entfernen und die Erscheinungsqualität zu verbessern. Es wird dann besprüht, um die Korrosionsbeständigkeit und die Ästhetik zu verbessern.
Mit dem Fortschritt von Wissenschaft und Technologie entwickelt sich der Produktionsprozess des Lautsprecher -Netzabdecks in Richtung höherer Präzision, leichteres Gewicht und besseres Erscheinungsbild.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик